Posílení přesnosti, definování efektivity.






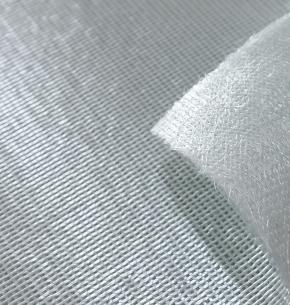
Jádrová podložka RTM z uhlíkových vláken(Closed Mold Mat CF) je vysoce výkonný výztužný materiál vyrobený ze syntetického netkaného jádra, laminovaného sekanými skleněnými vlákny nebo směsí sekaných skelných vláken a víceosých/tkaných tkanin. Zajišťuje dobrý tok pryskyřice, rovnoměrnou tloušťku a zvýšenou mechanickou pevnost.
Je určen pro procesy RTM, vakuového tvarování, vstřikování a SRIM a je široce používán v dílech FRP pro lodě, vozidla, letadla a panely a nabízí pevnost a snížení hmotnosti v jednom řešení.
Přejeďte prstem nebo počkejte – obrázky se automaticky změní.
| Specifikace | Celková hmotnost (g/m²) | Odchylka (%) | CSM(gsm) | Jádro (gsm) | CSM(gsm) | Prošívací příze (gsm) |
| CF150/130/150 | 440 | ±7 | 150 | 130 | 150 | 10 |
| CF300/180/300 | 790 | ±7 | 300 | 180 | 300 | 10 |
| CF450/180/450 | 1090 | ±7 | 450 | 180 | 450 | 10 |
| CF600/250/600 | 1460 | ±7 | 600 | 250 | 600 | 10 |
| CF1100/200/1100 | 2410 | ±7 | 1100 | 200 | 1100 | 10 |
Jádrová podložka RTM z uhlíkových vláken(také známý jakoUzavřená formovací rohož CF) je vícevrstvý výztužný materiál složený ze syntetického netkaného jádra laminovaného sekaným skelným vláknem nebo z hybridu sekaného skla a víceosých/tkaných textilií.
Zajišťuje rychlé navlhčení pryskyřice, konzistentní tloušťku laminátu a vysoký mechanický výkon v konstrukčních kompozitních dílech.
1.Vynikající tekutost pryskyřice– Zajišťuje efektivní infuzi a uvolňování vzduchu během RTM nebo vakuového tvarování
2.Lehké jádro– Snižuje celkovou hmotnost dílu bez kompromisů v pevnosti
3.Stabilní kontrola tloušťky– Poskytuje jednotnou tloušťku v celém lisovaném dílu
4.Všestranné kombinace látek– K dispozici s výztuhami ze sekaného skla, víceosými nebo tkanými látkami
5.Rozměrová stabilita– Udržuje tvar a strukturu pod tlakem a teplem
Resin Transfer Molding (RTM) je technologie tváření používaná k výrobě kompozitních materiálů. Vyrábí vysoce pevné a vysoce přesné kompozitní díly vstřikováním tekuté pryskyřice do předlisků ze suchých vláken vložených mezi dvě formy, kde vytvrzuje a tuhne. RTM je jednou z nejčastěji používaných technik při výrobě vysoce výkonných kompozitů, široce používané v leteckém a automobilovém průmyslu, výrobě větrné energie a v oblasti sportovního vybavení.
1. Standardní RTM:Pryskyřice se vstřikuje pod tlakem do suchých vláknitých prepregů, vhodných pro většinu aplikací.
2. Světlo RTM:Podobné standardnímu RTM, ale s nižším tlakem formy, ideální pro lehčí kompozitní výrobky.
3. VARTM (vakuově asistovaný RTM):Využívá podtlak (vakuum) ve formě k podpoře toku pryskyřice, vhodné pro velkoplošnou výrobu kompozitů, běžně používané v námořním a větrném průmyslu.


Jedna role se zabalí do plastové fólie a poté se vloží do kartonu nebo velkého kartonu.
Normálně jsou na paletu horizontálně/vertikálně baleny P4 (4 velké role) nebo P7 (4 velké role + 3 malé role) nebo 6, 9 nebo 12 malých rolí. Lze jej přizpůsobit na základě způsobu načítání.
Výrobky ze skleněných vláken by měly být skladovány na suchém, chladném a vodotěsném místě. Nejlepší stav je při teplotě mezi 15-35°C, s relativní vlhkostí mezi 30%-65%. Před použitím uschovejte výrobek v původním obalu, aby nedošlo k vlhkosti.



Weitong v současné době provozuje více než 30 strojů na tkaní skleněných vláken pro výrobu tkaného rovingu spolu s různými dalšími zařízeními, včetně strojů na sešívané rohože, víceosých trikotových strojů, strojů na rohože z PP jádra a mykacích strojů. Naše roční výrobní kapacita dosahuje 3 000 tun tkaného rovingu, 5 000 tun prošívaných rohoží, 10 000 tun víceosých tkanin, 8 000 tun kombinovaných rohoží a 2 000 tun RTM jádrové rohože.



Náš tým se již zúčastnil mezinárodní výstavy kompozitů v Číně (Šanghaji) po dobu 9 let a JEC France, Composites Europe a JEC Asia několikrát ve Francii, Německu a Koreji.
S podporou vysoce kvalifikovaného týmu profesionálních techniků máme silné schopnosti ve vývoji a přizpůsobování specializovaných produktů tak, aby splňovaly různé požadavky zákazníků.